
Mark Costello has been a trusted name in waste management for decades, delivering reliable and effective solutions that businesses count on.
Using the latest technology, We ensures that waste management systems are efficient and up to industry standards, from food digesters to compactors.
At Mark Costello,we provides tailored waste management solutions that fit each business’s unique needs, ensuring a smooth integration into existing operations.
Mark Costello is dedicated to helping businesses achieve their sustainability goals by turning waste into valuable resources, supporting a greener future.
Additional Ball Valves: Ball valves are a vital addition when managing liquid waste containment and discharge. By integrating multiple high-quality ball valves into your compactor system, operators can easily control and isolate fluid flow during cleanouts or maintenance. These valves are especially useful in wet waste applications, as they enable faster and safer liquid evacuation from the compactor’s Qwik Clean® Tank or other liquid-holding areas without needing to disconnect piping or compromise system pressure.
Hoses & Piping: Heavy-duty hoses and industrial-grade piping enhance the efficiency and safety of your waste system by ensuring smooth and leak-free transport of fluids. Custom piping configurations allow you to connect the compactor to remote pump-out stations, floor drains, or additional containment tanks. Reinforced, weather-resistant hoses are also available to withstand the corrosive effects of waste fluids and extreme temperatures, providing long-term durability and operational flexibility.
Pump-Out Tank: A pump-out tank is ideal for facilities dealing with significant liquid waste. This external tank collects liquids from the compactor’s Qwik Clean® Tank, reducing the frequency of direct waste container swaps and minimizing mess. Available in various capacities, pump-out tanks are typically made of heavy-duty materials like polyethylene or stainless steel and are outfitted with fittings for seamless integration into the compactor’s liquid management system. They’re particularly useful in foodservice and healthcare settings where hygiene is a priority.
Pump: For systems that handle large amounts of wet waste, integrating a dedicated pump enhances liquid transfer and overall cleanliness. Pumps are designed to quickly evacuate fluids from the compactor’s containment areas to a designated discharge location or pump-out tank. These high-performance pumps are available in electric or air-powered configurations, and they come with controls that sync with the compactor’s cycle, helping maintain a cleaner, drier compactor environment and reducing the risk of overflows.
Ozone Odor Control Systems:

Send us a message with your questions or concerns and our team member will contact you. We’d love to hear from you.
Dear Mr. Markle,
I have been working in the Plant Operations of Hospitals for the past 20 years. During that time I have had the responsibility of maintaining various autoclaves for the treatment of biohazardous medical waste.
When I came to Doctors Medical Center a year and a half ago I found myself in charge of maintaining a Mark-Costello Co. autoclave that was nearly eight years old. After my past experience of trying to keep a high vacuum system with consistent problems in operation, I find maintaining the Mark-Costello gravity fed autoclave a pleasure, as there is seldom a malfunction. I attribute this to the fact they have kept the design simple with no need for highly technical maintenance and high dollar repair parts.
As a point of information, the Model we operate is a AS 512 equipped with a unique “pull out drawer” making it easy for the Housekeeping Staff to load. This unit has a capacity of approximately 750 lbs. per cycle.
We expect to keep our Mark-Costello autoclave in operation for another 8 years or longer !
Dear Mr. Markle:
San Ramon regional Medical Center has owned and operated a Model AS46 Mark-Costello Medical Waste Sterilizer for the past eight years. We are pleased with performance of this equipment and have had a fine working relationship with the Mark-Costello Company. The system continues to function well and allows our facility to avoid the liability and high cost of packaging and hauling untreated infectious waste.
We Anticipate several more years of operation from this waste treatment system
Saludos,
La presente es para agradecer sus servicios a nuestra compañia. Su equipo de trabajo ha sido muy atento y diligente en las gestiones realizadas. Estamos muy complacidos con el equipo, el precio y la calidad de sus servicios.
Esperamos seguir contando con una excelente relacion de negocios en un futuro muy cercano.
Greetings,
This letter is to thank you for your services to our company. Your teamwork has been very attentive and diligent in the way it has been carried out. We are very pleased with the teamwork, the price and the quality of your services.
We expect to continue an excellent business relationship with you in the near future.
To whom it may concern,
Pleased with the equipment
We are quite pleased with our Mark-Costello sterilizer. The sterilizer has been working fine for many years. We recently purchased additional equipment from them, and are impressed with their response time and friendly service. We hope to continue a great working relationship with Mark-Costello in the future for additional pieces of equipment.
“It’s been a great relationship with The Mark-Costello Company; they are very dependable to all of our waste handling requirements and have made us aware of the importance of recycling and the upcoming waste handling issues in the future.”
“We have been very pleased with the performance and the cost savings that the trash compactors from The Mark-Costello Company have provided to our school district.”
My name is David E. and I am responsible for a Mark Costello Co. Auto-Clave, at an inflight Kitchen out here in Kona Hawaii, that is overseen by the USDA / Custom and Borders, federal inspectors. (as you can imagine that is a challenge in its self).
The products that Mark Costello Co. is producing are of good quality. The auto – clave that I am responsible for works 24/7, with very few break downs. This is the only unit available in Kona, making daily operation is critical.
It is nice to know that when I call for tech support and parts, the courteous staff always responds promptly. Being out here in the middle of the pacific, that is crucial to our operation.
I would highly recommend Mark Costello Co.
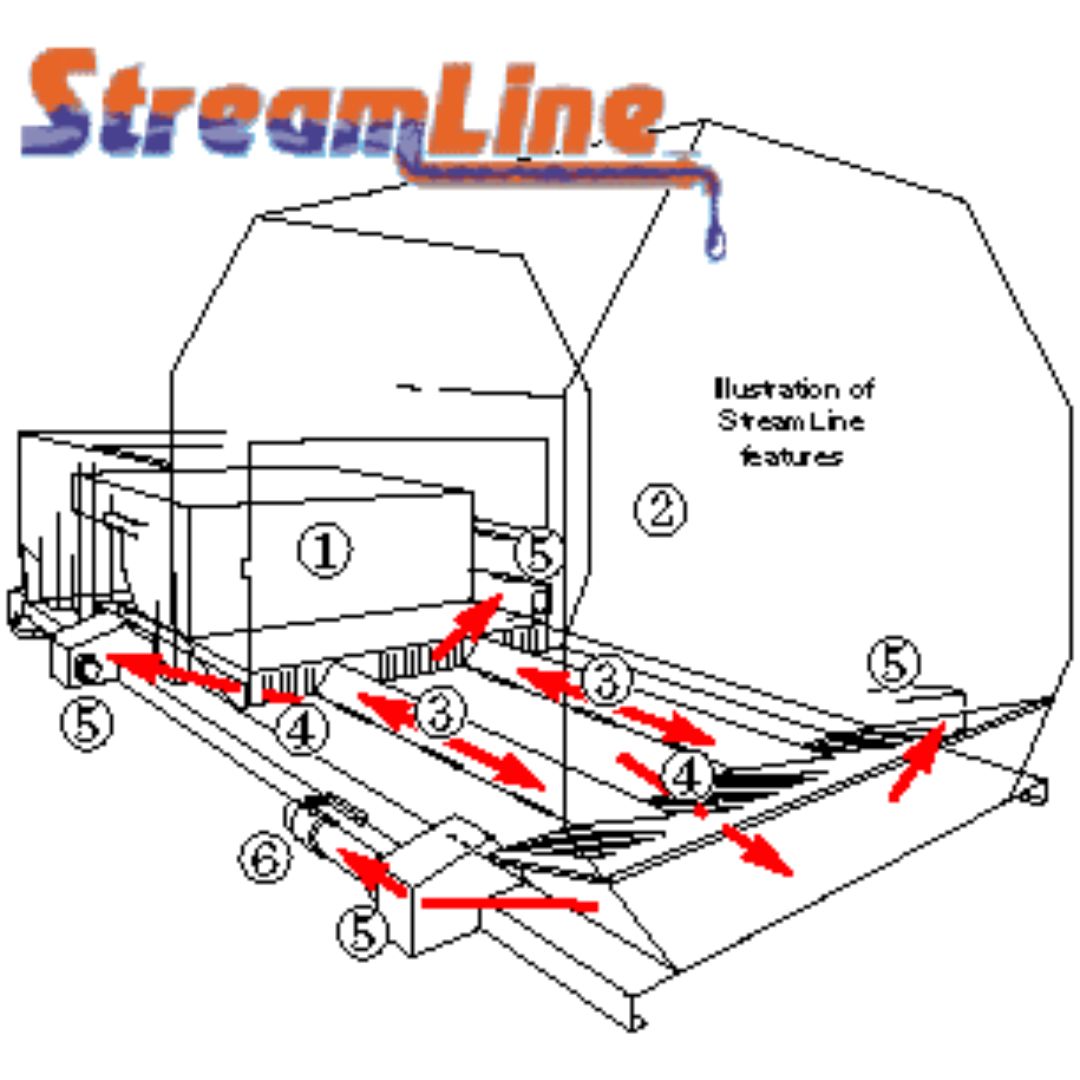
The StreamLine liquid control option is an advanced feature available for both stationary and self-contained compactors from The Mark-Costello Co. It’s designed to help manage high-moisture waste by draining liquids expressed during compaction before the waste is hauled away. This system includes engineered floor passages, internal plumbing, and four-inch drains at each corner of the container, all working together to allow excess liquid to be safely removed through a controlled valve system.
When waste with high liquid content is compacted, the pressure forces the liquid out of the waste material. With the StreamLine option, these liquids flow through a network of built-in floor passages and internal pipes, eventually exiting the compactor through strategically placed corner drains. A ball valve installed on the system allows for easy drainage of the liquids, helping to keep the waste inside drier and more manageable while reducing risk of leakage during transport.
Using the StreamLine liquid control system can lead to several operational advantages. By draining off excess liquids, the overall weight of each load is reduced, which in turn lowers hauling and disposal costs. Additionally, the removal of liquids can help minimize the likelihood of spills, improve sanitation, and reduce odors. For businesses dealing with wet waste on a regular basis, these benefits contribute to cleaner, safer, and more cost-effective waste handling.
Yes, the StreamLine liquid control system is fully sealed and factory-tested to ensure leakproof performance. The internal plumbing and drain components are built to contain liquids entirely within the unit until they are intentionally drained via the ball valve. This reduces the risk of unwanted leaks or spills on-site or during transit, offering peace of mind and compliance with sanitation regulations.
To further enhance the functionality of the StreamLine system, The Mark-Costello Co. offers a range of optional accessories. These include additional ball valves, hoses, external piping, pump-out tanks and pumps for easier liquid collection, and ozone-based odor control systems. Customers can also opt for cart dumpers, material chutes, and protective doghouses to improve safety and workflow in waste disposal areas.
Absolutely. By draining liquids before transport, the system helps reduce unpleasant odors that typically arise from stagnant or fermenting waste. This proactive approach not only improves the working environment around the compactor but also makes maintenance easier by minimizing the buildup of liquids inside the container. For even greater odor reduction, the system can be paired with an optional ozone odor-control unit, which neutralizes smells without the use of chemicals or fragrances.